
Conveyor condition monitoring with fibre optic acoustics
For several decades, the conveyor has been the workhorse of the mining industry and other bulk materials handling industries. This is increasingly so as trucking operations are replaced by overland conveyors. Just like its namesake, the heavy horse, conveyors require a great amount of care and attention.
On many mine sites, conveyors experience faults roughly in the following order of frequency: chute blockages, carry roller failure, return roller failure, belting splice failure, belt rip, and drive machinery breakage. Of these, roller failures are the quickest to repair, and with a simple lifting device, a roller can be replaced in a few minutes. Unlike the other types of faults, a complete collapse of a roller may not necessarily stop the belt and so is less likely to cause unscheduled downtime. Chute blockages and splice failure will stop the belt, and a belt rip also implies an unscheduled stoppage, often for many hours.
In spite of the above, the greatest maintenance burden for the conveyor fitters is detecting and replacing worn rollers. Even a small width belt contains 2700 rollers per kilometre, and there are two bearings in each roller. A mine with 60 km of conveyors will replace up to 40 rollers per day. Some mines will use up to eight fitters for conveyor maintenance, and walking the belts to detect worn idler bearings can employ two or three full-time people.
Walking the belts for visual and auditory inspection is time-consuming, tiring and is a very subjective process. Many sections of conveyors are not accessible by road where they cross natural obstacles and rise on gantries to fill surge bins. In rough country, particularly mountainous terrain where conveyors cross ravines, a crew of two is required plus a vehicle, one person to walk and the other to drive. Sometimes, walking the belt becomes virtually impossible especially in bad weather.

Conveyor in difficult terrain: Photo of Savage River courtesy of Joy Global
There have been several attempts to solve the problem of detecting worn idlers over long distances. Two current approaches are the fitting of sensors to idler frames and the fitting of “smart idlers” which contain built-in sensors. In both cases, the sensors connect to the site digital communications system using radio or wifi with repeaters. These approaches are generally expensive and retrofitting 2700 smart idlers to every km of belt is not a trivial exercise.
A new technology being developed and patent pending by Mining3 uses a fibre optic cable strapped to the conveyor frame as the sensor. A single detector unit is connected to the end of the fibre in order to capture data from the entire length of the belt simultaneously. It is normally housed close to the conveyor in a convenient location such as the drive motor electrical switch-room. The detector unit is known as an “interrogator” and was designed for applications in the oil and gas industry such as seismic and micro-seismic work and for oil well inspections. Later applications broadened into pipeline monitoring then into detecting oil theft from pipelines and general intrusion detection on perimeter fences.
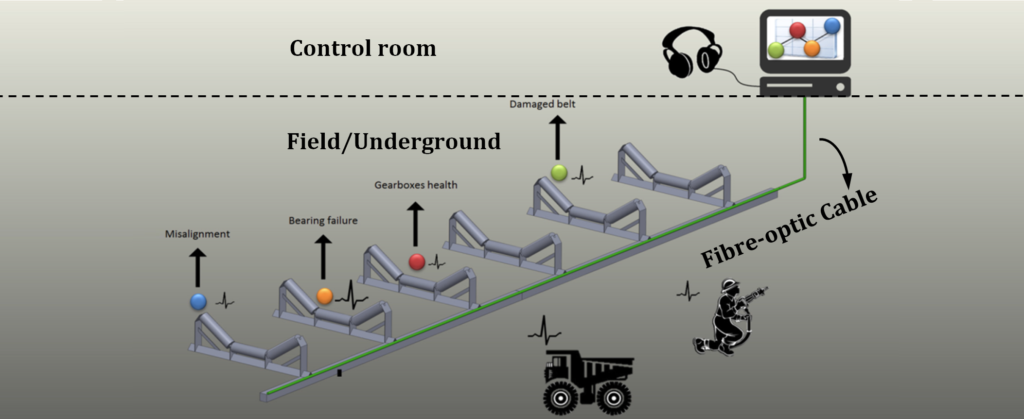
Conceptual diagram of the distributed acoustic sensing system
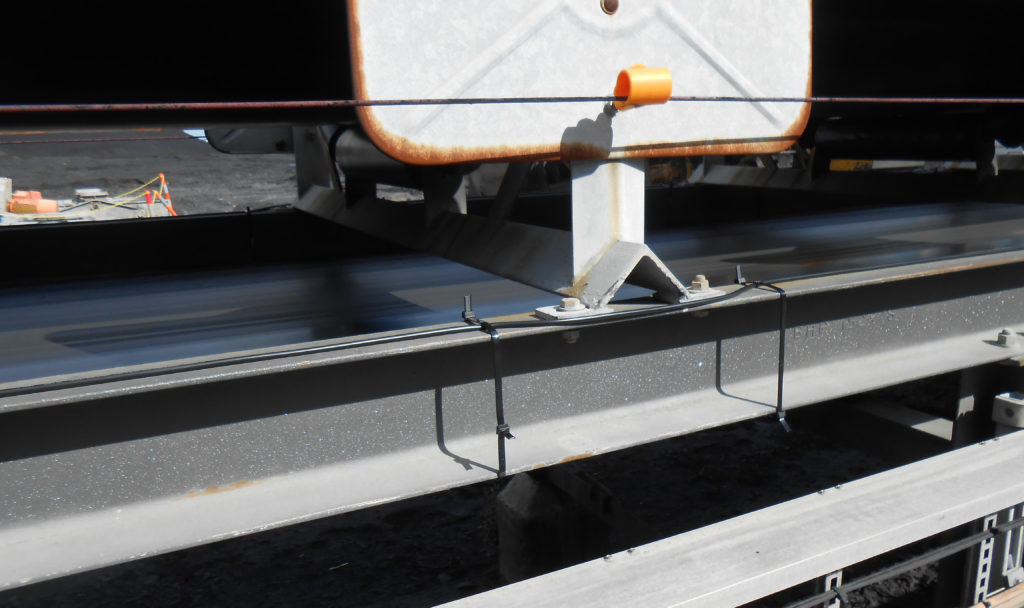
Experimental strapping of the fibre to the frame
The detection of conveyor idler failures means that the technology had to be adapted to suit frequency-domain analysis rather than time-domain analysis. Earlier applications examine events and vibration, whereas conveyor monitoring examines acoustic frequencies and it has taken two years of research to develop methods of generating reliable reporting approaches. Patents are pending for the advances.
The fibre optic acoustics technology works by recording the Rayleigh backscatter from inside the glass fibre. A powerful and very short laser pulse is transmitted along the fibre operating in single mode, so it travels directly down the centre of the glass. Microscopic imperfections in the glass scatter the light in the same way that the earth’s atmosphere becomes blue from blue backscatter. As the fibre moves, the backscatter varies and this is captured by a sensitive light sensor, amplifier, and digital to analogue converter (DAC). The pulse-repetition-frequency of the laser and the DA converter sampling frequency are adjusted for conveyor distance, discrimination between idler frames and clarity of signal. When it is correctly set up, the interrogator is so sensitive it can detect the sound of single raindrops hitting the fibre.
One problem has been that the sensitive nature of the fibre allows it to pick up any stray sounds and a conveyor is very noisy. The noise originates from steelwork resonances to loose bolts and even machinery parked nearby. Removing the noise and extracting useful signals became challenging and advanced statistical signal processing was required.
Eventually, as the research proceeded, the signal processing began to deliver diagnostically useful results. It is now possible to detect a broken ball or a cracked cage in a ball race. What is more useful is the ability to observe idler bearings as they progressively wear and to track the development. The research is now at a stage where it is possible to predict potential bearing seizure in the short term and advise maintenance crews to change a roller at the next shut-down.
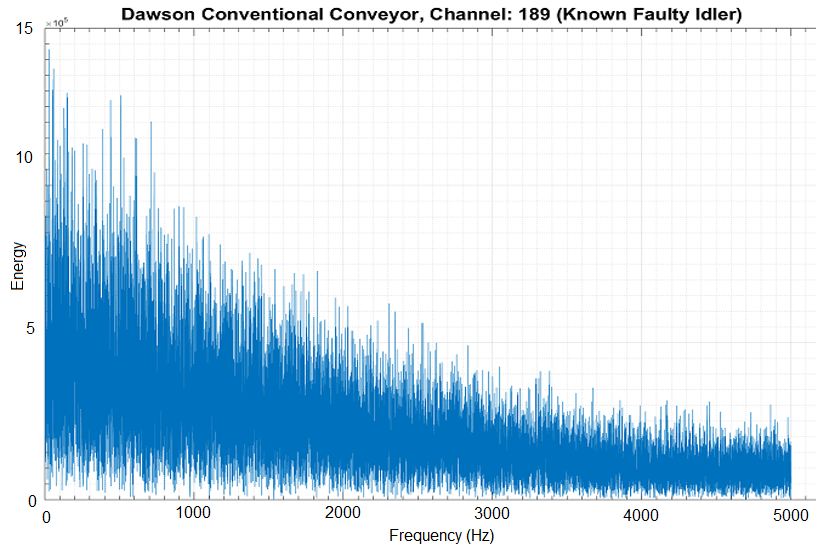
Unprocessed frequency noise emanating from the fibre strapped to a conveyor frame
Another problem to be solved was the generation of condition reports. The belt-walking approach makes use of a simple reporting spreadsheet on which are recorded all the idlers due for replacement. Advice tags are usually fastened to the conveyor framework.
In contrast, the distributed fibre acoustic technology gathers data from every metre of the conveyor simultaneously. In less than an hour, every 750 mm section of the conveyor has its own analysis plot. A trained person can very easily identify idler frames that carry failing rollers but a 20 km conveyor generates 27,000 images. Examining every image takes about one-tenth of the time that a belt walk does but it is still a tedious and tiring exercise, and 27,000 images are still unrealistic.
We use rules-based reasoning to generate a “heat map” of the whole conveyor which shows hotspots in yellow and red where bearing wear has been detected by the software. Idler frames in good condition appear green. The project team is still examining the hotspots by hand, just to validate the automated software. Nevertheless, it is currently possible to accurately detect worn bearings over 1 kilometer of conveyor in about 10 minutes of inspection of the heatmap and the frequency plots at the hotspots. Each row is for one fibre channel and there are roughly two channels per idler frame. The red hotspot shown would be for one idler frame including the acoustic carry-over to neighbouring channels.
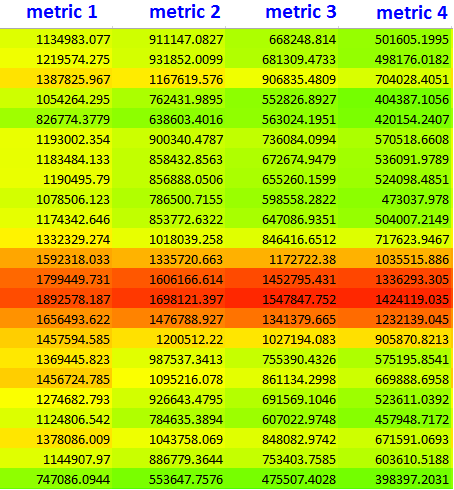
Section of heat map with four metrics showing an advance-wear hotspot
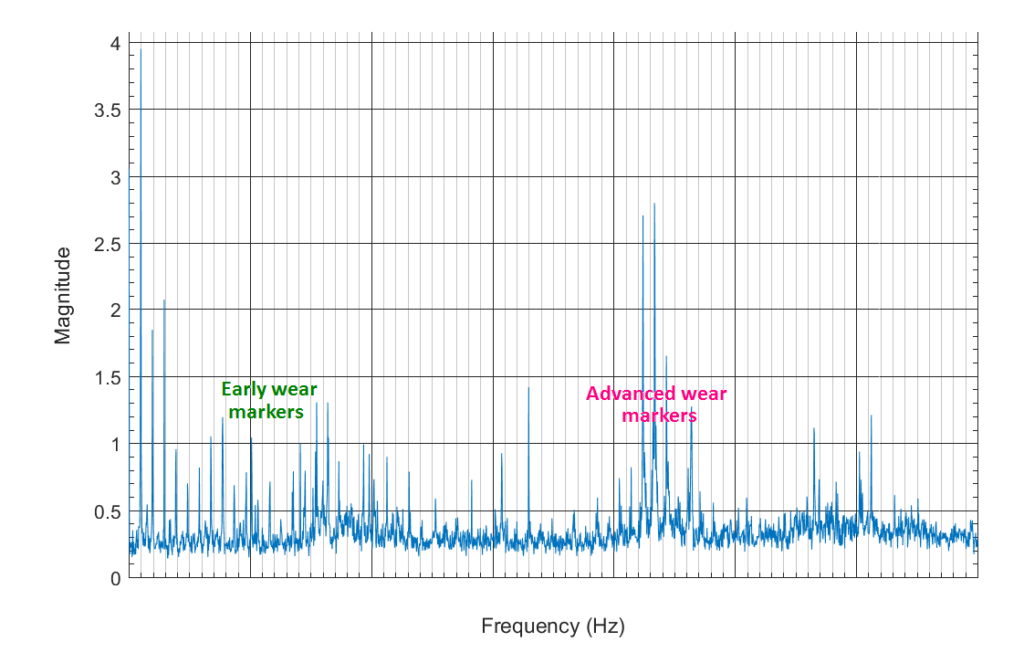
A frequency plot typical of advanced bearing wear
There can be little doubt that distributed fibre optic acoustic monitoring is the way of the future for monitoring bearing wear in idlers. It saves time and vehicle use, can be done in the comfort of an office and is easy to use from remote operations centres such as those recently introduced to Perth. In addition, the method keeps a history of records which can be used for developing performance figures from which it is possible to optimise maintenance strategies. Once implemented, a site cultural change is mandated. The entire process of conveyor maintenance becomes less subjective and more formalised. Records of previous data samples are readily available and continuous recordings can be taken and processed if required. Maintenance requests can be generated automatically and the data checked by an engineer in a remote location.
This technology is not yet capable of detecting other types of failure such as chute blockages, belt splice failure, and belt rip problems, and for these, existing technology will continue to be used in the near future. Investigations have begun into extending the technology for drive mechanics, including gearboxes, motor and pulley bearings, and drive shafts. Faults with mechanics are far less commonplace but they do cause significant unscheduled downtime and are costly.
Mining3 has been running the distributed acoustics project for three years and the technology is now in a phase of extended field testing to validate the reliability. Patents have been applied for. Mining3 is interested in talking to any potential partners who might be prepared to host a field trial. The benefits would be a complete conveyor condition report on a regular basis, weekly or more frequently. The reports contain more detail of bearing wear than can be obtained from a belt walk.
By Dr Paul Wilson, Senior Electrical Engineer at Mining3

