In-situ recovery—a move towards ‘keyhole mining’
Human demand for travel; metal structures and their accompanying heating, cooling and lighting; and luxuries (or rather, necessities) of mobile phones and laptops has contributed to the estimated consumption of almost 0.5 million kilograms of rocks, metals, and fuels per person per lifetime. Approximately 15 different minerals are required to make a car, 30 minerals are required to make a computer and as many as 42 different minerals are required to make a phone. The bottom line is, we will continue to require metals, and while recycling will continue to grow in importance, mining will remain the primary avenue to obtaining these metals. The acquisition of these metals requires significant investment and effort, mostly in the form of underground and surface mines to extract the desired metals or minerals, and subsequent processing. However, current mining processes face a number of challenges related directly to the deposit itself, challenges that are linked to technical processing limitations and economics, and increasingly, challenges that are related to licence to operate (environmental, societal approval etc.) and sustainability (power, water, waste etc.).
Current mining challenges
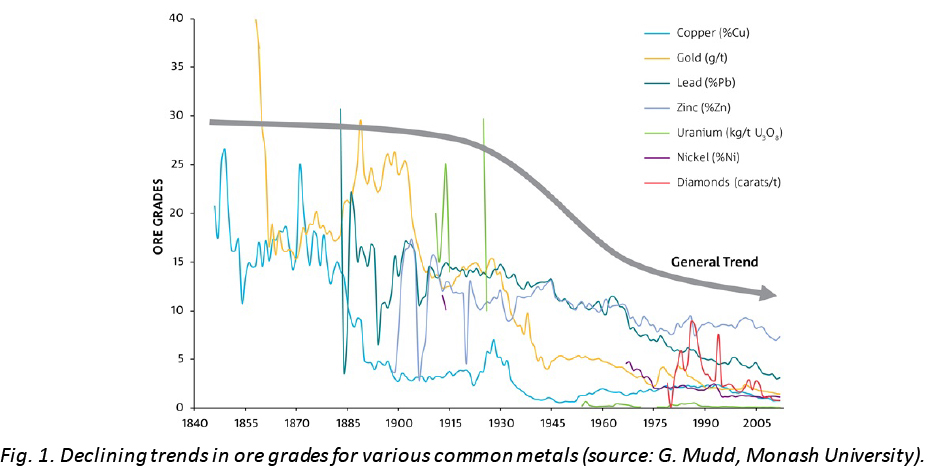
Besides uncertain commodity prices that make the prediction of value difficult, ore deposits are becoming lower in grade (Fig. 1), with increasingly challenging mineralogies, difficult mineralisations and problematic gangue minerals or impurities. Their progressively greater depths incur greater mining costs and require higher strip ratios, resulting in increased amounts of waste and water usage.
Many deposits are located remotely with limited infrastructure, which incurs challenges in terms of logistics, including the provision of a workforce or skilled employees and essential services such as energy and water. Some may be located in protected areas where regulations and licence to operate are ever harder to obtain. Capital and operating costs may render a deposit uneconomical, and of these costs, the mining and comminution costs are often significant. For example, typical drilling, blasting, hauling and crushing/grinding costs in a simple flotation or heap leach/solvent extraction/electrowinning operation can reach up to 80% of the total operating costs. A combination of these limitations and difficulties may make conventional processing unviable or uneconomical and it is generally recognised that an alternative approach that could minimise such costs would be extremely advantageous.
 To overcome these difficulties and to make projects more economically viable, companies have tended to chase economies of scale and reduce operating costs through “efficiencies” (i.e., staff reductions and reductions in investment and innovation). However, a paradigm shift away from the concept of “bigger being better” may be required and an alternative approach could be to adopt a step-change technology that could reduce or eliminate the inherent expensive challenges of conventional processing.
To overcome these difficulties and to make projects more economically viable, companies have tended to chase economies of scale and reduce operating costs through “efficiencies” (i.e., staff reductions and reductions in investment and innovation). However, a paradigm shift away from the concept of “bigger being better” may be required and an alternative approach could be to adopt a step-change technology that could reduce or eliminate the inherent expensive challenges of conventional processing.
What is In-situ recovery?
In-situ recovery (ISR, also referred to as in-situ leaching or solution mining) may offer such a step-change approach. ISR refers to the recovery of valuable metals from ore deposits by the circulation of a fluid underground and the recovery of the valuable metal from the fluid at the surface for further processing. It has the potential to be a low-impact and selective mining option, almost the equivalent to keyhole surgery for humans.
References to ISR date back to 177 BC and the Chinese used ISR to recover copper in 907 AD. ISR has been used extensively in the recovery of soluble salts, such as halite (NaCl), trona (Na3(CO3)(HCO3)·2H2O), potash (various salts that contain potassium in water-soluble form, such as potassium hydroxide, carbonate, chlorate, chloride, nitrate, sulphate and permanganate), boron and magnesium minerals. The first trials of uranium ISR were initiated in the 1960s in USA and Russia and, by 2013, almost half of the world’s uranium was being mined from ISR operations, including those in Australia, China, Kazakhstan, Russia, USA and Uzbekistan.
A number of experimental, demonstration and commercial copper ISR operations have been undertaken, with the focus being mostly on easily leached oxide material, but to date, no commercial greenfield operations have been established for copper-sulfide deposits. A number of gold deposits, particularly paleochannel deposits, have also been considered for ISR, but, to the best of our knowledge, only limited demonstration and no commercial operations have been established. Generally, ISR has been applied previously only to porous or soft rock deposits and there has been limited uptake to date for hard rock mineral systems.
Many ore bodies will remain unsuitable for an ISR approach due to inherent and local factors (such as geology, hydrology, ore and gangue mineralogy, lack of permeability etc.) and there is no universally applicable ISR process even for those deposits with a favourable predisposition. Characteristics of different deposits vary significantly and factors such as the ore mineralogy, valuable metal location/distribution, target mineral liberation and accessibility, depth and deposit temperature, all affect the requirements and selection of the type of ISR process, which can vary from extraction of metal values from broken ore in pits or stopes (often termed in-place leaching) to designated wellfield design with a solution recovery plant.
Economic advantages
The significant economic advantages of ISR compared with other mining methods are that it eliminates or reduces mining costs significantly by avoiding the removal of ore and overburden to surface dumps, stockpiles or operations; avoids comminution costs required prior to beneficiation, flotation or leaching and the associated issues of generation and storage/disposal of tailings. These advantages could allow for currently sub-economic ores to become attractive, for example, by avoiding significant upfront capital and ongoing operating costs. There will, of course, be costs associated with ISR operations. For example, wellfields must be developed, sub-surface access creation may be required and solutions will need to be pumped underground and back to the surface for further processing. However, many of these costs may be incurred incrementally, with the ability to recover metal from pregnant leach solution immediately and recycle lixiviant.
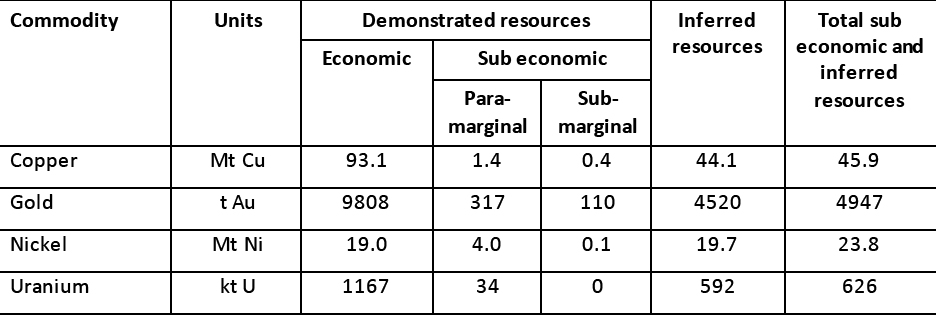
A preliminary estimate of the quantification of the ISR opportunity within Australia for four selected commodities (copper, gold, uranium and nickel) has been made, based on the total sub-economic and inferred resources as classified according to the JORC code. We recognise the limitations of this approach because some currently inferred resources may be classified economic with additional geological evidence and definition. Inferred Australian resources as at December 2013 are substantial (see Table 1) (Britt, 2014) and represent a significant opportunity if it is assumed that ISR could be a potential alternative treatment route for even a small portion of these currently known but not commercial attractive resources. The value of the total Australian sub-economic and inferred resources equates to AUD$B 287 gold, AUD$B 412 copper, AUD$B 358 nickel and AUD$B 34 uranium (based on metal prices of 1647 AUD$/oz Au, 4.07 AUD$/lb Cu, 15023.23 AUD$/t Ni and 24.9 AUD$/lb U).
Table 1. Australia’s demonstrated and inferred copper, gold, nickel and uranium resources as at December 2013 (Britt, 2014).
 Leaching considerations
Leaching considerations
The trade-off, in economic terms, with a potential ISR approach is the likely or inevitable slower rates of recovery of metal from the target minerals and reduced overall recovery compared with conventional processing. The rate of recovery (e.g., mass of metal per day) is limited by the extent of the well field development, the rate of lixiviant contact with exposed target minerals and any chemistry-related limits, such as maximum lixiviant or solute concentrations. However, in-situ conditions can also provide potentially significant chemistry advantages, for example, if the ore body is at elevated temperature. Mineral reaction rates usually increase with increasing temperature and thus zones with an elevated temperature could be processed more rapidly or with milder, often more selective reagents, than those required to process the ore at surface. These factors can be significant; for example the in-situ temperatures of up to 200°C in an ore body that we evaluated recently could result in a very different solution chemistry (solubility and solubility limits, activity, kinetics etc.) from that expected under typical surface processing conditions.
The careful selection of lixiviant to solubilise values could enable the extraction of metals from even deep underground deposits using conventional pumping technology with above-ground processing, and recycling of the lixiviant. This approach is already being used for porous uranium and copper ore bodies, and although access to hard rock may pose some challenges, hard host rock provides some advantages in that lixiviants should be more easily contained, which reduces the environmental risk. The lixiviant system can also be customized for different sections or zones of the ore body depending on such factors as mineralogy and temperature and with advanced real-time production monitoring, lixiviant flow and composition can be tailored to best suit each target ore body zone.
Environmental aspects
The mining industry tends to leave a legacy of large open pits, waste dumps and tailings dams, which are visually unappealing and pose a latent or active hazard. Besides economic advantages provided by the reduced or complete lack of mining and surface comminution, ISR offers additional advantages in that such an approach could avoid the creation of pits, dumps and tailings dams. Other improved health, safety and environmental outcomes would include the removal of people from underground; a reduction in dust, noise, greenhouse-gas emissions, seismic events and surface footprint; and landslides, deforestation, erosion and siltation, which ensures value extraction without the typical legacy.
ISR processing may also be possible below surface features that cannot be disturbed; such features could be infrastructural or natural, such as protected environmental regions. Remediation of existing mine sites is often essential (e.g.to prevent or contain acid mine drainage), but is expensive, and a number of legacy issues have remained to be dealt with by governments using taxpayers money.
Reduced remediation and rehabilitation requirements, and therefore, reduced mine-closure costs make ISR technology attractive in that much of the restoration of surface aesthetics, as related to conventional processing routes, is not required. In addition, energy, water and the greenhouse gas footprint of many mining projects could have been improved significantly if an ISR approach had been adopted.
Of course, the major environmental challenge of working underground with an ISR approach is the containment of lixiviant and the induced mobility of dissolved metals (particularly where there is potential for sub-surface or groundwater contamination). Many of the permeable, generally oxide ores currently being exploited or considered for ISR lie within or below groundwater systems and many papers have dismissed these opportunities as too environmentally risky. Dry or arid and low-permeability ores may be amenable to the ISR approach, where very different environmental risk profiles would exist. An ISR approach is not without its own environmental challenges and risks but certainly has the potential to avoid others.
A new way of doing things
ISR provides an opportunity for the creation of new small operations by reducing the barriers to entry, such as the capital costs that are required in traditional operations. A mobile temporary plant, for example, that utilises renewable or intermittent energy sources such as solar power could be established. Such a plant could be used in potentially remote locations and be moved to high-grade or high-recovery zones in the deposit for processing and rapid recovery of value metal to ensure an early positive cash flow and to maximize on the initial return on investment.
This type of approach could enable company conversion from an “explorer” to an “owner/operator” with a much smaller capital barrier and provide potential additional opportunities in the METS sector in the design, manufacture and operation of small mobile modular plants. Contract operators could be employed to run the modular plant.
It is even possible that such plants could be leased for processing by different companies in different areas. ISR could also extend mine life and associated jobs and/or increase the target value for existing operations. Closed or closing mines could be revisited for additional value recovery. For example, residual values in pit floors or walls, in low-grade areas adjacent to or between pits, underground and stranded between valuable mineralised zones or small or remote ore bodies may be profitably recovered to process by ISR means.
It may also be possible to progress projects where a political or social risk may not justify a traditional large capital investment. ISR would particularly benefit those deposits that would require cooling before conventional extraction could proceed, as accelerated ISR extraction would exploit the favourable leach kinetics. Besides temperature, pressure may also provide advantages for accelerated leach recoveries and favourably change solution chemistry.
The way forward
We believe developments in a number of areas, including the metallurgical, environmental and social fields would accelerate the implementation of ISR processes. Some areas include:
- improved ore body characterisation
- downhole tools
- branched and directional drilling
- advanced access creation
- benign but more active and more mineral-selective lixiviant systems
- improved monitoring of performance (production and environmental)
- improved solution monitoring and containment
- small footprint, high-efficiency surface processing.
All of which could help unlock opportunities for ISR implementation at operations.
A step change is needed to convert the untapped wealth of currently uneconomic ore bodies into attractive targets for metals recovery and contributors to our economy. ISR may be the minimalist keyhole-mining approach to achieving such an objective. The future mining may involve selective value extraction and no legacy issues – about time!
CSIRO’s hard rock mining research and development merged in 2016 with CRCMining to form Mining3. Mining3 is leading a transformational initiative called InPlace Mining to deliver smaller surface footprints, reduced tailings generation, low environmental impact, higher degrees of automation, and lower capital intensity mines. In-situ mining sits within the range of methodologies that can be deployed, whereby an integrated suite of technologies (some still under development) is essential to the future success of the transformation of mining.
The authors Drs Dave Robinson and Laura Kuhar are leading the Mining3/CSIRO ISR initiative and coordinating myriad projects and welcome participation and feedback. For more information or to find out how to participate in research projects, contact Dr Dave Robinson drobinson@mining3.com.